-
马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件

马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件 13
13
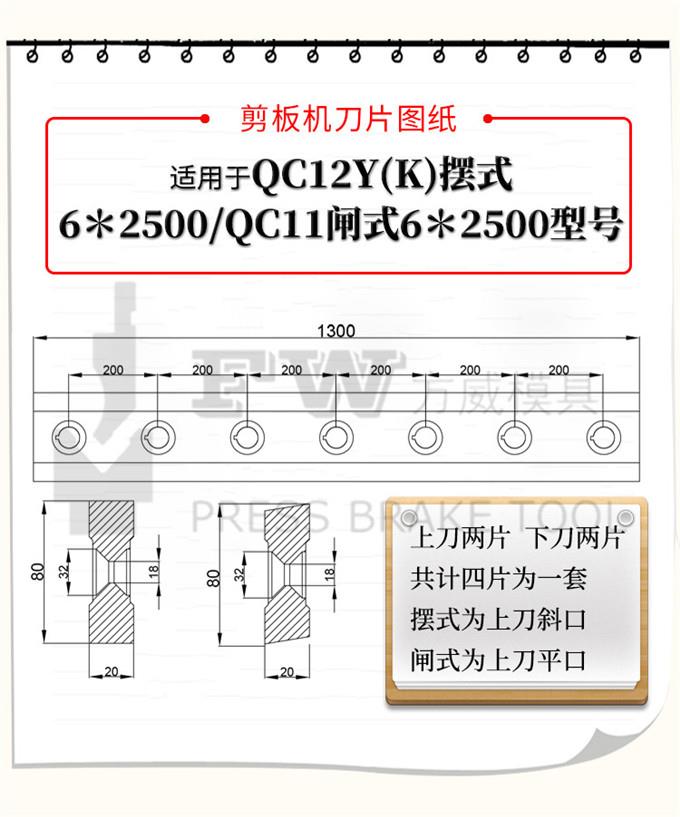
本公司生产的剪板机刀片可分为:机械式剪板机刀片、液压摆式剪板机刀片、液压闸式剪板机刀片,生产的剪板机刀片可配套使用在:QC12Y系列液压摆式数显剪板机、QC12K系列液压摆式数控剪板机、QC11Y液压闸式数显剪板机、QC11K液压闸式数控剪板机、TTS系列数控前送料摆式剪板机、Q11机械剪板机、Q11A机械剪板机。
采用电渣重熔二次精炼优质材料:T8A、T10A、9CrSi、6CrW2Si、Cr12MoV、H13、LD、DC53、SKD-11等优质材料锻造生产,经热处理后剪板机刀片刃口锋利、韧性好、耐磨耐冲击性好,经久耐用。产品种类多、规格全,部分产品现货供应(非标产品10-15天出货),产品质量均实行三包(包修、包换、包退)。欢迎广老客户及产品配套企业与我们联系,洽谈订购。我们以诚信为本,给您材料保证加工保证硬度保证检验保证品质保证!满足您的需求,是我们的目标。您的满意,是我们的动力!真诚服务,信誉至上,本公司坚持以:客户至上、质量**、交货及时、保证质量为经营服务宗旨,以多品种经营特色和薄利多销的原则,产品质量实行三包(包修、包换、包退)赢得了广大客户的信任,为了保证刀片模具产品的质量,公司在材料选择上有中碳钢、高碳钢、合金钢、工具钢、高速钢、钨钢等供客户需求.热诚欢迎各界朋友莅临指导、参观和业务洽谈。
由于产品的特殊性,不同规格、不同材料、不同的技术要求价格也不相同,请一定要说明规格材料和要求,留下联系您的方式。我们会及时与您联系,给您报价。
剪板机刀片间隙调整首先将上下刀片间隙调整至0.5毫米,然后从头开始用塞尺调校,保持刀片整长间隙基本一致,再将刀口回位至零间隙。然后需要做细致调整(操作时一定要认真仔细的观察,千万不要出现上下刀片咬口),零位时塞尺三丝能入五丝不能入即可。按所需剪切钣金厚度的1/101/20进行适当的调整。剪板机刀片刃口锋利的情况下,如剪切的板材边缘有毛刺,可适当减小上下刀片的间隙。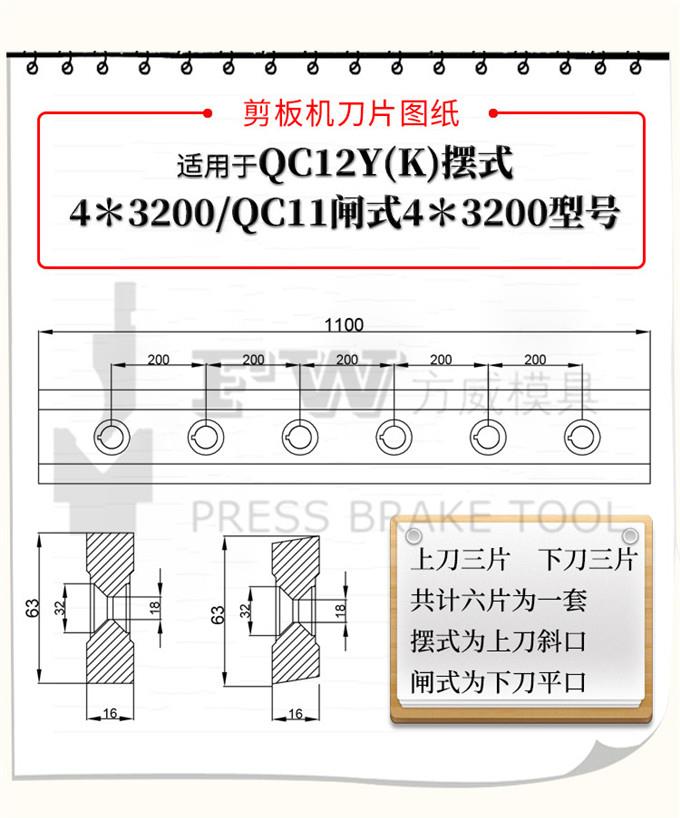
一、检查焊缝强度:用绿色碳化硅砂轮磨一扇车刀的后面,检查焊料层的厚度,厚度要求在0.15毫米以下。刀尖支承底面处不能有气孔和焊料不足现象,焊料未填满的焊缝应不大于焊缝总长的10%。如有气孔,在切削时就会使刀片脱落。
二、检查刀片在刀槽中的位置:如刀片错位及下垂**过技术条件的规定.应进行重焊。剪板机刀片
三、检查焊接强度:用木锤或紫铜锤以中等力量敲击刀片,或以I锤以强力敲击刀杆,这时刀片不从刀槽中脱落为合格。检查刀片焊接强度,不一定逐个都检查,也采用抽查办法。
四、检查刀片平整度:刀片上若有明显的凹坑时,说明刀片过热变形,应烧下重焊新刀片。
五、检查裂纹:刀片经煤油清洗后,如果刀片有裂纹.煤油便渗透到裂纹中而出现黑线,用肉眼就可以观察到。也可用10-40倍的放大镜观察。
检查刀片裂纹,也可用颜色探伤法:采用65%的煤油、30%的变压器油及5%的松节油调成的溶液,略加些苏丹红。将车刀刀片部分置于该溶液中10-15分钟,再用清水洗净,涂上一层白土(高岭土),烘千后观察其表面,若刀片上有裂纹,则溶液的颜色便在白土上显露出来,用肉眼就可以看到。有裂纹的刀片不能使用,需要重新焊接。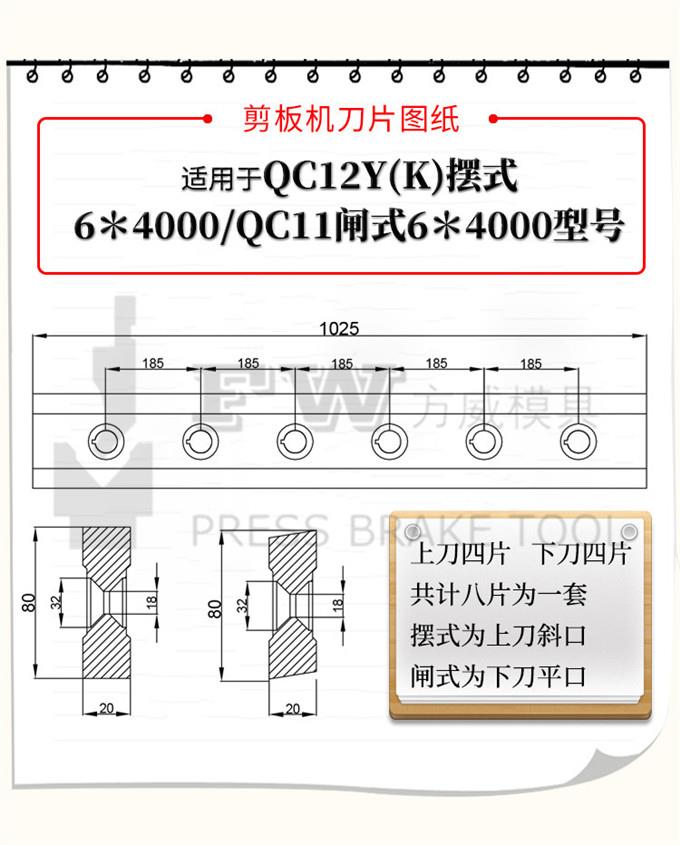
一、液压闸式剪板机刀片翻面
利用剪切角变小按钮把上刀架调整到零度,其次拆工作台导板松开固定下刀片的螺钉,按序取出下刀片,其次将固定上刀片的螺钉松开,按序取出上刀片,然后对每件刀片进行翻面,依次先装上刀片,再装下刀片。检查刀片之间接口处是否光滑平整,最后固定所有刀片螺钉,把导板装上即可。
二、液压闸式剪板机间隙调整
利用剪切角变大,变小两个按钮,把机床上刀片放置与下刀片两端至重叠3-5mm即可,较小间隙值调整
6-12mm
0.7mm起剪
较小值调整到0.03-0.05mm
16mm
2mm起剪
较小值调整到0.15-0.20mm
20mm
4mm起剪
较小值调整到0.35-0.40mm
25mm
5mm起剪
较小值调整到0.50-0.60mm
30mm
6mm起剪
较小值调整到0.70-0.80mm
调整后对机床充油一次,上刀架会自动复位,钥匙按钮拨到剪切位置,进入正常使用。