-
马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件

马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件 13
13

因此在切削过程中要求刀板首先必需很薄,因为多功能车刀是以切槽、切断为主。并且要有很高的强度,因为 圆刀片上装夹刀片处距刀板**部距离很小,因此容易碎裂,刀片易掉下来,热处理时 要求这一点的硬度较其它处要高。由于它同时又要车外圆与端面,又要求刀板具有较好的刚性和韧性,使车削时刀板能尽量稳定,减少颤抖,同时又可发生一个微小变形,但并不折断,经反复试验,刀板材料确定为弹簧钢,硬度HRC4348由于采用了双V型槽圆弧型刀片,要求刀板装夹刀片处也必须是圆弧型的同时由于刀板是靠弹性力夹紧刀片的所以要求弹性孔距刀板上壁很近,因此用一般铣床是很难加工出来的最后经过编程,由线切割机床加工进去。普通切断刀的定位方式主要有两种:一种是单V型槽定位,这种定位方式可承受较大的径向力,但接受轴向力能力较差,另一种是双V型槽定位,接受径向、轴向力能力都很强。多功能车刀采用了双V型槽定位,同时由于刀片体积小,为了增大刀片与刀板的接触面积,刀片的上、下两面都采用了圆弧型,以增强夹紧的可靠性,使其接受轴向力的能力更强。
进给力的作用下,此处以向左车外圆为例来论述一下多功能车刀的工作原理。 圆刀片在向左进给车外圆时。刀板会发生一个微小变形,从而使刀片**刃与被加工外表间形成一个副主偏角kr这样就保证被加工外表不被刀片刮伤,解决了一般切断刀切削刃全面接触工件的问题。压板上有2个弹簧开口和4个螺钉孔,中间的2个螺钉口起着固定刀板的作用,而两边的2个螺钉孔和弹性开口则是为了更换刀片容易而设计的当更换刀片时,只要松开螺钉,由于弹性开口的弹性作用可使刀板的前部松开而自由地将刀片取出,更换刀片后再拧紧螺钉,刀片又可牢牢夹紧,因此这种结构更换刀片非常容易。切削过程中,切屑的排出方式和断屑情况对已加工外表质量影响很大,因此需要选择适当的槽型以获得更好的切屑形状,保证车刀的加工精度。目前,国外的各种先进槽型主要有以下几种:以色列ISCA R公司的P型、F型刀片,瑞典SA NDVIK公司的T型、U型刀片。这些槽型的共同特点是刀刃的边缘较里面高一些,使切屑变窄变厚,不能刮到已加工表面,从而保证加工外表的精度。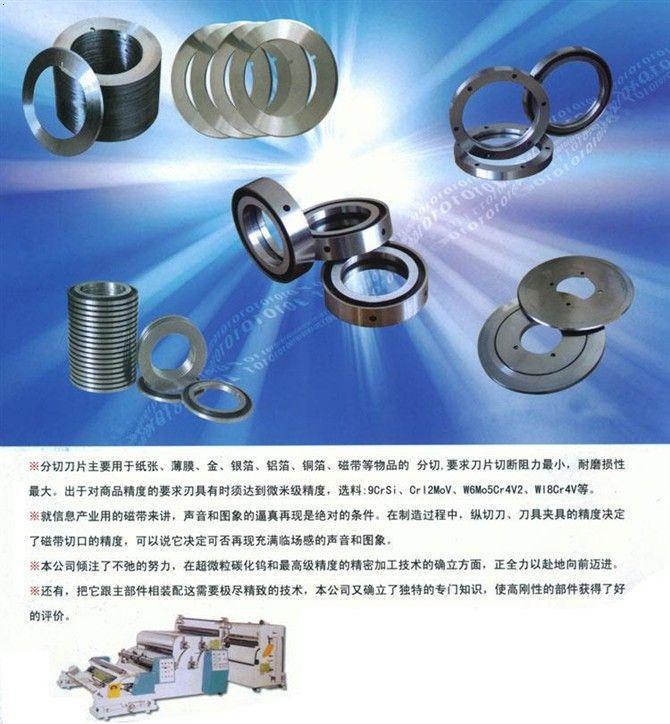
.不使用圆刀片时,需将刀片垂直地挂在干燥的架子上,不能将圆刀片平放,平放会导致圆刀片变形。
2.圆刀片的锯齿超硬锋利,禁止碰撞、掉落地上,必须轻拿轻放。
3.操作时必须带防护罩、工作手套、安全帽、安全鞋、防护眼镜。
4.在安装圆刀片前,必须先确认锯台的性能、用途,确保圆刀片箭头指示的切割方向与锯台旋转方向一致。严禁反方向安装,装错方向可能会导致刀片锯齿脱落,防止发生事故。
5.安装圆刀片时,必须先检查圆刀片是否有裂逢、歪曲、补平、掉齿等现象后,再进行安装。
6.安装完毕后,需确认圆刀片的中心孔是否牢固地固定在锯台的法兰盘上,有垫圈时必须将垫圈套好;然后,轻轻地用手推动确认圆刀片转动是否偏心晃动。
7.使用时,请勿**过规定的较高转速。
8.使用前预转:换上新刀片后,使用前需预转一分钟,让锯台进入工作状态时,才能进行切割。
9.圆刀片的硬度要求非常的重要,有的时候你材料再好硬度要求不合理刀片就会出现崩口。
公司产品广泛应用于电子,线路板,铜带,铜箔,铝带,铝箔,电池较板,陶瓷,印刷机械,造纸,纸箱,林业,橡胶,塑料机械,食品机械,轻纺,电器机械,轻工,锡箔,金属化膜,包装材料,BOPP薄膜,电子电器,边封,中封,底封制袋机,木材加工,食品包装行业,造纸铝箔分切,冶金机电,药材,橡胶,电线行业,电缆,电线,造船,化纤行业,玻纤,纺织行业,饲料,纸管,塑料破碎,皮革行业,卷烟等.
热烈欢迎新老客户来电咨询,对您所需刀片的材质、技术要求及正确合理安装、使用、修磨、将大大提高刀片的使用寿命,提供力所能及的建议,为您解答任何业务及技术方面的问题。相信您会有意想不到的收获!