-
马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件

马鞍山市易昕科技机械设备有限公司
主营:折弯机,剪板机,床机器,刀片,工程配件 13
13
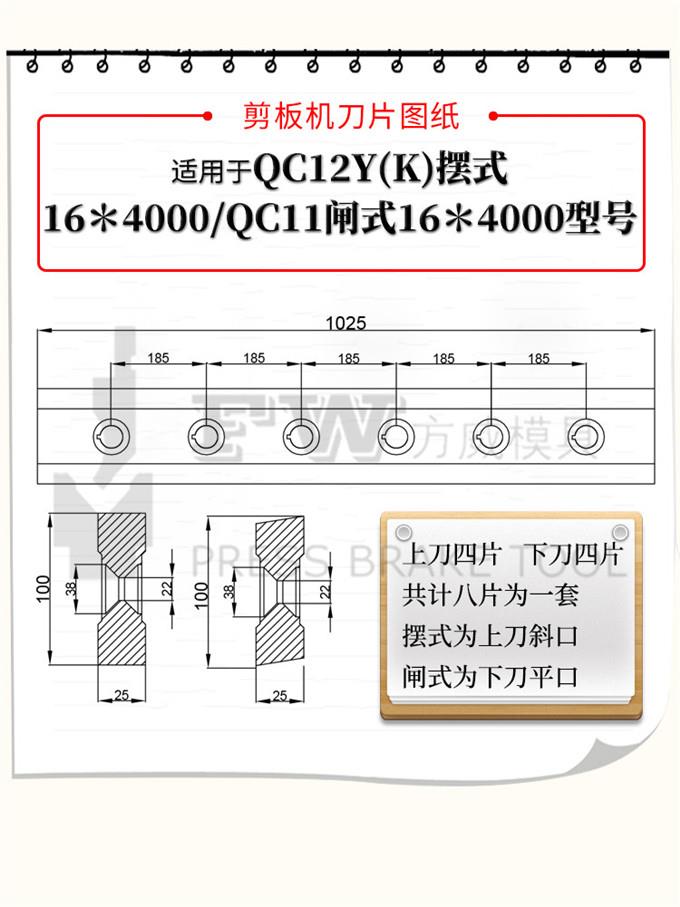
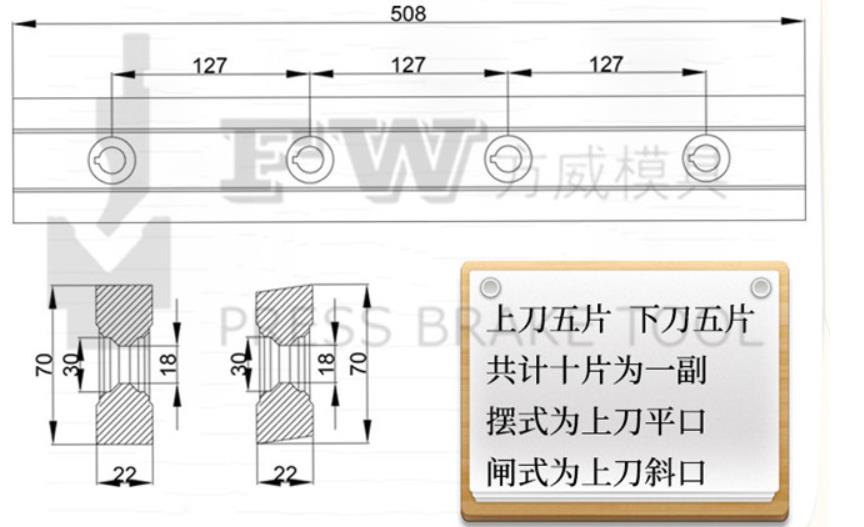
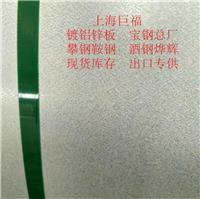
常用标准剪板机刀片规格:505*70*22 508*70*22 508*80*25 510*80*25 510*125*32 540*70*22 600*80*22 600*100*32 610*100*32 630*100*32 630*120*32 810*80*25 840*100*30 1245*80*25 1345*80*25 1545*80*25 1850*90*25 1016*70*22 1025*80*20 1025*100*25 1100*80*20 1100*100*25 1270*70*22 1300*63*16 1300*80*20 1300*100*25 1300*125*32 2020*80*25 2032*70*22 2050*90*25 2550*85*25 3150*60*20 3200*60*20 
密封技术处理的,必须需要考虑的地方是现实生活中的环境条件,从而选择需要哪一种密封方法。
那么,根据不同的情况出现的不同的包装方法,来告诉我们,现实环境的条件因素:1.温度;不同的材料能接受的温度范围是不同的,例如耐高温的材料FKM材料,耐低温的NBR材料可以在零下20℃到零下40℃,在常温下使用的材料就比较常见的材料了;2.压力;一般的中低压采用PU就可以了,材料也比较常见,如果是高压就需要换成其他的特殊材料了;3.使用介质来封存,这种比较简单,只要保证隔绝空气就可以了。
了解了现实环境中有哪些可能的影响,在密封剪板机刀片的时候就能很好的选择密封的形式和密封的材料了。
一、检查焊缝强度:用绿色碳化硅砂轮磨一扇车刀的后面,检查焊料层的厚度,厚度要求在0.15毫米以下。刀尖支承底面处不能有气孔和焊料不足现象,焊料未填满的焊缝应不大于焊缝总长的10%。如有气孔,在切削时就会使刀片脱落。
二、检查刀片在刀槽中的位置:如刀片错位及下垂**过技术条件的规定.应进行重焊。剪板机刀片
三、检查焊接强度:用木锤或紫铜锤以中等力量敲击刀片,或以I锤以强力敲击刀杆,这时刀片不从刀槽中脱落为合格。检查刀片焊接强度,不一定逐个都检查,也采用抽查办法。
四、检查刀片平整度:刀片上若有明显的凹坑时,说明刀片过热变形,应烧下重焊新刀片。
五、检查裂纹:刀片经煤油清洗后,如果刀片有裂纹.煤油便渗透到裂纹中而出现黑线,用肉眼就可以观察到。也可用10-40倍的放大镜观察。
检查刀片裂纹,也可用颜色探伤法:采用65%的煤油、30%的变压器油及5%的松节油调成的溶液,略加些苏丹红。将车刀刀片部分置于该溶液中10-15分钟,再用清水洗净,涂上一层白土(高岭土),烘千后观察其表面,若刀片上有裂纹,则溶液的颜色便在白土上显露出来,用肉眼就可以看到。有裂纹的刀片不能使用,需要重新焊接。